






Taper end classification
A toolholder transfers motion from the machine tool to the cutting edge itself. It pulls the total assembly together.
Each machine follows a different toolholding standard, so they come in thousands of varieties and adaptations. A manufacturer must know or evaluate what type of standard a machine has for its automatic tool changer and magazine.
What are the most common types of toolholders?
There are three common steep-taper type toolholders. Steep tapers have a 7-to-24 rate of taper, which means that for every 7 inches in Y there are 24 in. in X, or a 3-1/2-inch taper per foot.

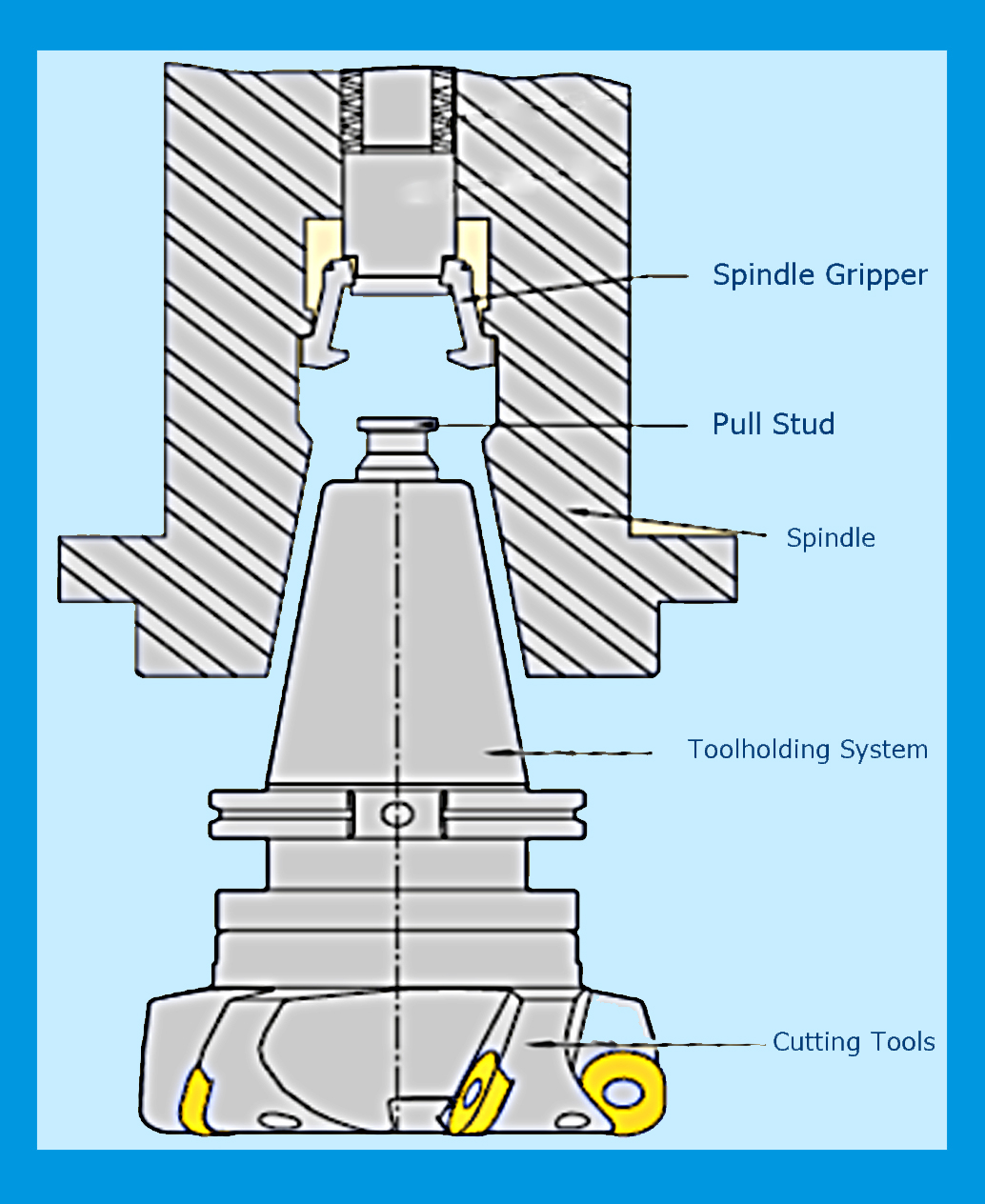
In North America the most common style is the CAT 40 and 50. It is based on the ANSI B5.50 standard, which has been around since the late ‘70s. The standard was developed by Caterpillar Inc., which was a significant user of machine tools with automatic tool changers. The company dictated what the toolholders would look like if machine tool builders wanted to sell to them. They wanted standardization.
Until then every OEM had a different way of holding tools. There was no interchangeability. Several toolholder companies and machine tool builders got together with Caterpillar and some other manufacturers, refined the design, and made it a new standard.
Japanese and Asian machine tool builders settled on the BT, a Japanese Industrial Standards (JIS) that has been around about as long as the CAT standard. The taper itself, the diameters, the lengths, are the same as the CAT. CAT and BT toolholders will fit into the same spindle if they are hand-loaded. The difference is in the tool changer mechanism—the way the automatic tool changer grips the toolholder to change it from the magazine into the spindle.
The European DIN standard suit with the CAT design. Toolholder dimensions are the same as the CAT, but measurement is in metric.
What is different about HSK toolholders?
High-speed machining started getting popular in the ‘90s, especially in aerospace where they began machining monolithic parts like wing struts from billets rather thanusing fabricating processes. A lot of high-speed machining was used to produce these parts quickly.

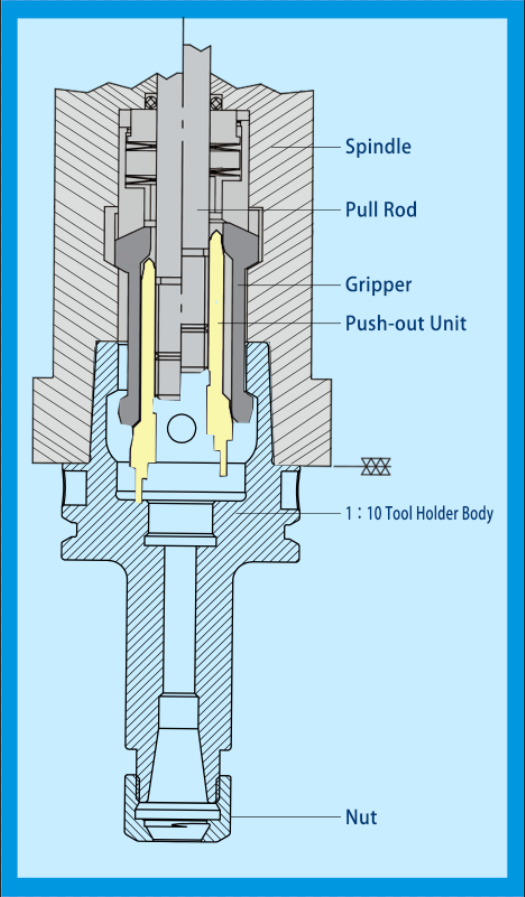
The toolholding systems available at that time were not as capable of this type of machining as compared to the German hollow taper shank, hohl shaft kegel (HSK) in German, that has a shallower taper at a 1-to-10 ratio . Since then the HSK has been standardized to ISO specifications (12164-1, -2). Several sizes of HSK toolholders are available in different forms to fit with small to large machines. For example, form A is for general-purpose machining, and form E or F is for high-speed machining. The forms have different features depending on the standard they follow.
For the most part, the market has settled on the HSK form A that is most common internationally. It is truly one of the only worldwide-side toolholder standards. It has been adopted in Japan, North America, and Europe. We see it and sell it here, but it is not as common as the CAT taper toolholders.
If you have a different explanation, please leave a message and we will discuss together
Tel:+86 - 188 6572 8871
WhatsApp:0086-18865728871
Tel:+86-534-8127522;8127533;8127588
Web:http;//www.bright-tools.com
Email:sales@bright-tools.com
Add: Chongde 5th Avenue, Dezhou, Shandong, China
 Leave a message
Leave a message